
Cpk is calculated using the formula…
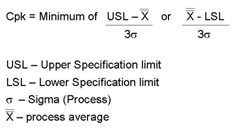
So we think about this formula, Cpk is the minimum distance of the process average from either specification limits.
Scenario 1

Consider a process as shown in figure 1. The process average is closest to the Lower Specification limit.
In this case, since process average is less than LSL, Cpk is negative.
The area of the histogram or distribution curve in red indicates parts that are below the Lower spec limit. All these parts are rejected.
Scenario 2
Consider another process as shown in figure 2. The process average is closest to the Upper Specification limit. In this case as process average is greater than USL, Cpk in this case is also negative.

The entire area under the distribution curve is red i.e. all parts are rejects as they are above the Upper spec limit.
What does a negative Cpk indicate?
As seen from the examples above, a negative Cpk indicates that the process average is outside the specification limits. Most of the readings are outside the specifications i.e. they are rejects.
Have you come across a negative Cpk? What did you think about it?